QUALITY

CERTIFICATIONS

MATERIAL TRACEABILITY

EMPLOYEE TRACING SYSTEM

PRODUCT IDENTIFICATION
WE CERTIFY QUALITY
Our headquarters in the province of Vicenza host our technical, sales and administration departments as well as two large production facilities. They are dedicated to the production of collectors, distributors and pipes and to the production of nipples and bends for heat exchangers, respectively.
Our products are the outcome of the company’s constant focus on product quality and working technique accuracy as well as of our extensive experience in the industry. Our product portfolio includes copper, stainless steel or carbon steel collectors, as well as connections, distributors, piping, heat exchangers and bends. The materials we employ are copper, stainless steel, carbon steel and aluminum.

Since 2004 also C.F.I. It is certified by an accredited body.
Since 2016 CFI has upgraded to an integrated system with the UNI EN ISO 9001: 2015 Quality Management System, UNI EN ISO 14001: 2015 for the environment and according to BS OHSAS 18001: 2007 standard with Certiquality certification body
In accordance with the requirements of the new standards CFI has analyzed and managed the risks by adopting one of the methods proposed by ISO 31010.
Strong points recognized to CFI are:
– Commitment of management and functions involved at all levels
– High degree of informatization
– Management of skills and training for a high level of qualification of staff
– Monitoring the production times
– Managing management, production and maintenance activities
CERTIFICATION EN ISO 9001
The ISO 9000 refers to a family of standards and guidelines developed by the International Organization for Standardization (ISO). It is designed to help organizations ensure that they meet the needs of customers and other stakeholders, while meeting regulatory requirements related to manufacturing. Its purpose is to conduct business processes, improve efficiency and effectiveness in the implementation of product and delivery of service as well as to obtain and increase customer satisfaction.
CERTIFICATION EN ISO 14001
Standard ISO 14001 refers to an Environmental Management System (EMS), which applies to any organization that falls under the ISO 14000 family. The standard can be used to certify, self-certify or simply as a guideline to establish, implement and improve an Environmental Management System.
CERTIFICATION BS OHSAS 18001
The acronym OHSAS 18001 stands for Occupational Health and Safety Assessment Series and it sets out the minimum requirements for occupational health and safety management best practice.
OHSAS certifies a company’s voluntary implementation of a System Assessment Series, hereby meaning an organization that ensures adequate monitoring of the health and safety of its staff as well as the compliance with the compelling regulatory requirements.
The OHSAS system is often complemented by the Environmental Management System, which relies on standard 14001. Hence, Safety and the Environment Management Systems are tightly interconnected.
MATERIAL TRACEABILITY
The main impetus behind CFI’s decision to implement a product traceability system stemmed from the need to comply with the product safety requirements stated in the Pressure Equipment Directive, a.k.a. PED.
The Pressure Equipment Directive (2014/68/UE) was adopted by the European Parliament and the European Council in May 1997 and has come into force on May 30, 2002 (former 97/23/CE). Its purpose is to harmonize national laws of Member States regarding the design, manufacture, testing, conformity assessment and installation of pressure equipment as well as of assemblies of pressure equipment. Specifically, it regulates safety measures that must be adopted during the design, manufacture, conformity assessment, equipment and installation of equipment under pressure.
For this reason we have introduced a system of certification of origin with product traceability so that we can give our clients real-time information about the origin of our products.


EMPLOYEE TRACKING
Due to the ever-increasing expansion of supply networks, the complexity of internationalized market dynamics and the demanding legislative framework that often shape the current marketplace, companies must fulfill new traceability and tracking requirements in order to remain competitive on the market.
In practice, the term tracking refers to the information generation process that is involved in each stage of the production chain, from upstream to downstream operations of the supply chain. This system has been implemented in order to ensure that every employee carries out his or her work, while keeping in mind: “I have to communicate what I’m doing while I’m doing it so that whoever comes after me knows exactly what has been done.” Therefore, to track means to determine which information should be disclosed in order to ensure documented identification of the information flows and organizations involved in the development of the final product.
Instead, the term traceability refers to the reverse process, i.e. to tracking the product from downstream to upstream operations of the supply chain, while aiming at reconstructing previously connected information flows in order to understand the product’s history.
PRODUCT IDENTIFICATION
In order to successfully carry out an effective product traceability system CFI has also implemented a shipment traceability system.
Product identification modality, in turn, varies on the basis of the material typology:
1. Headers, gas distributors, piping for refrigerant circuits.
2. Bends for heat exchangers.
HEADERS, GAS DISTRIBUTORS, PIPING FOR REFRIGERANT CIRCUITS
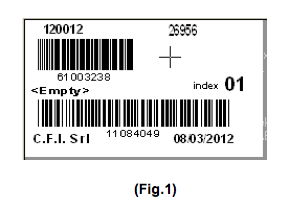
When materials enter the shipping department, the employee must register its receipt. The employee must then print out two labels: the material label and the packaging label.
The former details the specifications of the product, including the product code, the packaging number, the purchase order, the client’s order number and the packaging date. In addition, both the product code and the purchase order are assigned a European Article Number (EAN) code. (Fig.1)
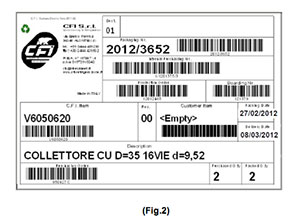
The second label indicates the following packaging information:
- The Client name and corresponding code
- Packaging Number: packaging year/sequential packaging number
- CFI’s Internal Purchasing Number, including the corresponding order rows.
- Production Order Number
- Boarding Number
- CFI’s Item Number, including the article codes the packaging is comprised of.
- Corresponding Revision Number
- Packing Date
- Delivery Date
- Description of the product
- Client’s Purchase Order
- Ordered quantity
- Packed quantity
Most of this information is available in EAN barcode format as well. (Fig.2)
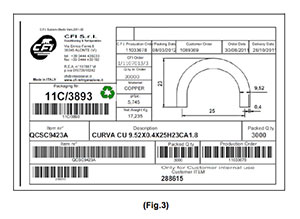
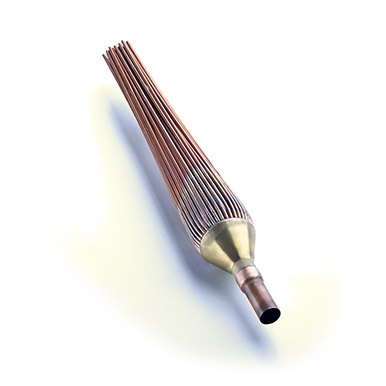
BENDS FOR HEAT EXCHANGERS
As far as labeling bends is concerned, the procedure is rather different from that of the other products.
In this case the procedure only implies packaging labels, while in addition to the information provided in the previously analyzed label, (EAN is provided in most cases here too), a technical drawing of the bend with its technical specifications is added. (Fig.3)
Once the employee has assigned a number to each box in the pallet, the Packing List including all of the numbers of the boxes is printed out and inserted in a transparent envelope, which is then well displayed on the pallet.
Thanks to this procedure each box and pallet can be identified on the basis of the corresponding number it has been assigned. In addition, the following information regarding the specific product is provided:
- Production Order
- Article Code
- Article Description
- Ordered Quantity
- Delivered Quantity
- Delivery Date
- Client Order Number
The implementation of our shipment traceability system permits full tracking of the product up to the delivery to the client.